
Any interruption due to a component failure leads to unforeseen expenses and production interruptions. Most of the failures are linked to issues where the material is subject to specific loading and environmental conditions. OCAS is involved in analysing failures, proposing adequate repair methods and remedy actions to prevent failures from occurring again. We have assembled a multi-disciplinary task force to address the rising demand for services related to failure analysis, engineering critical assessment, fit-for-purpose analysis and asset integrity and reliability services. Discover this recent case.
Problem: Axle broken at weld
Approach
Detailed analysis of failure surface using scanning electron microscopy. Optical microscopy on cross section and welded area. Hardness measurements in base material, weld and heat affected zone.
Observations


- Use of different steel grades, some of which are more difficult to weld and need more attention during welding
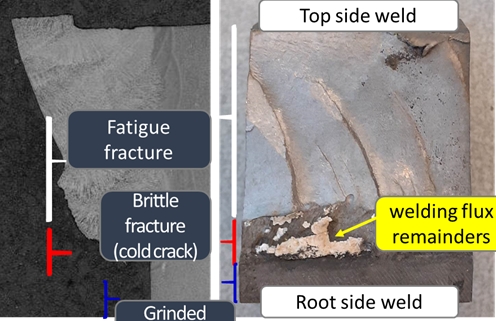
- Defect shows fatigue cracks initiated from “cold cracks” (hydrogen embrittlement) at the weld root, mainly in the heat affected zone of the steel grade with highest carbon equivalent
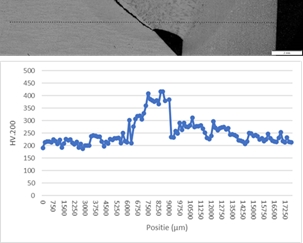
Top: dotted grey line represents hardness indentations, Bottom: from left to right: micro-hardness measurements HV.200 in bulk material 1, heat-affected zone 1, weld, heat-affected zone 2 and bulk material 2.
Conclusions
The hardness in the heat-affected zone is very high, making it more susceptible to cold cracking. Due to the high carbon equivalent some of the steel grades used are more difficult to weld. From multiple observations of the weld, it is clear that insuffucient precautions were taken before, during and after welding to assure the quality of the weld. Especially, for the materials having high carbon equivalent. Furthermore, in some positions the weld is too small.
Recommendation
Despite intrinsic higher fatigue resistance of some steel grades used, their carbon equivalent has shown to be detrimental for the weld quality. It is strongly advised to inspect comparable existing welds on axles currently in use, by means of ultrasonic testing (for defects) and, if needed, with mobile XRF to have more certitude of the applied material. Hardness level should be checked on the top surface of the heat-affected zone. In case weld repair is needed, take adapted precautions to assure a good quality weld.
More cases
Browse these related cases and learn how OCAS can help.
- Failure analysis
- Evaluate whether flawed structures are still fit-for-purpose
- Preventing failure
“Our dedicated OCAS team offers a versatile skill set in welding, corrosion, fatigue, wear and fracture. We are confident we can add value by supporting our customers in their asset reliability and structural integrity efforts.”

